Değirmen Bilyaları

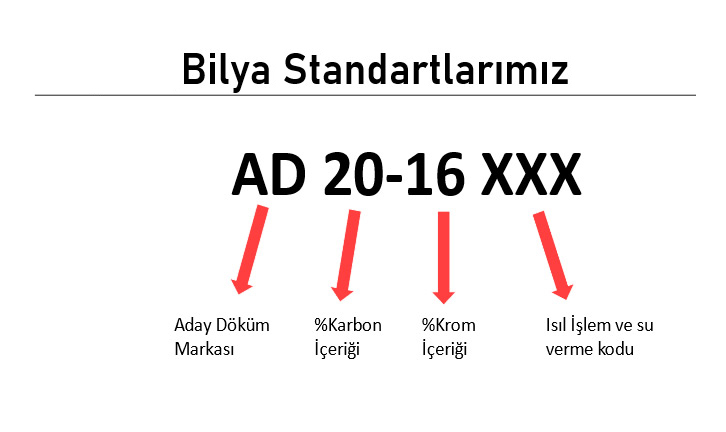
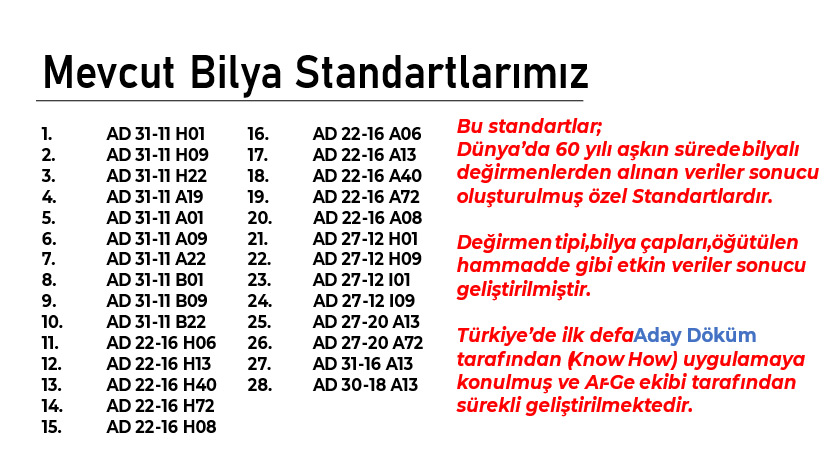
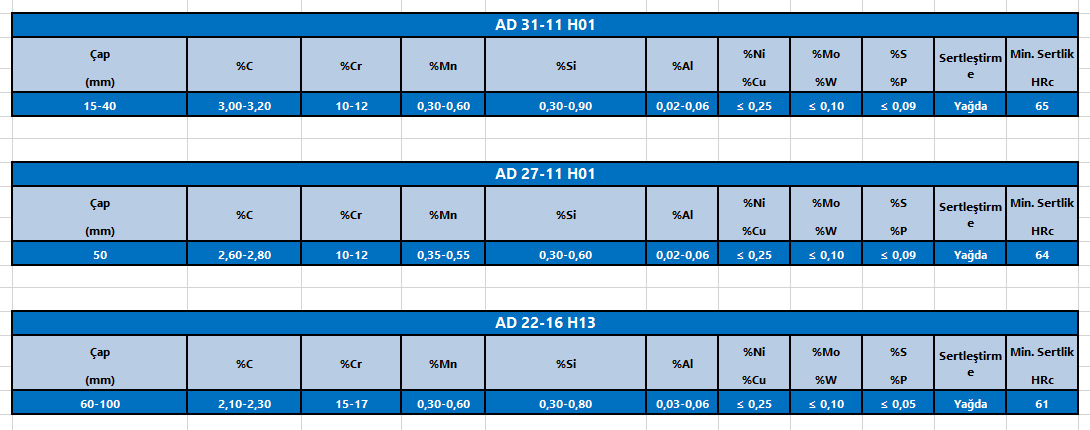
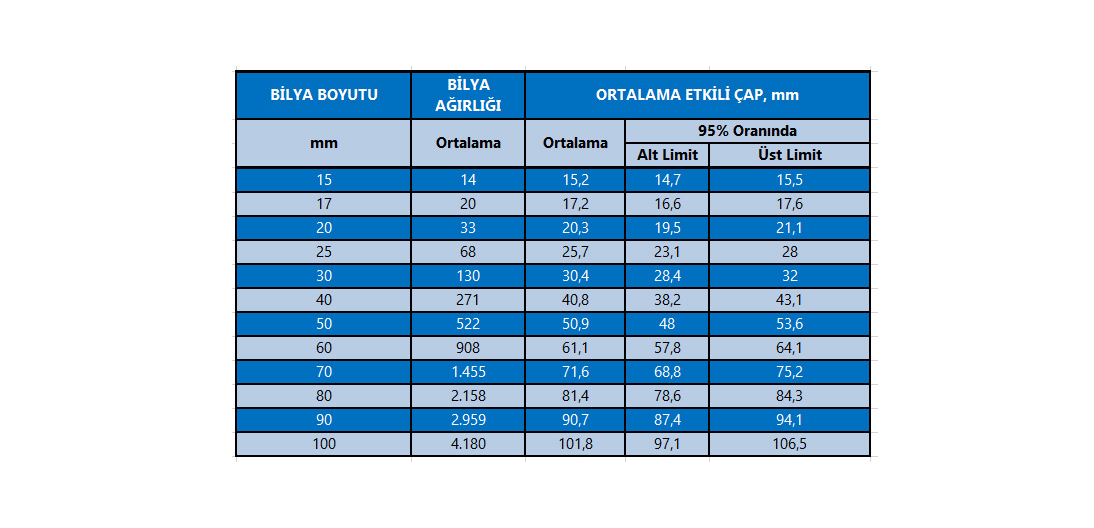
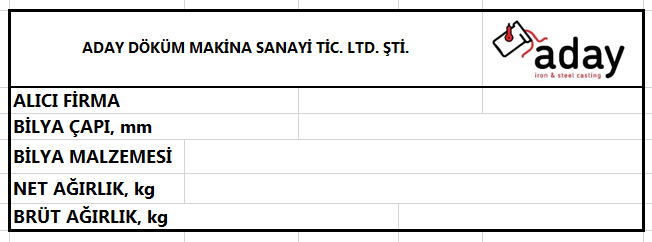
Aday Döküm'ün; bilya boyutuna, kimyasal içeriğine ve hammadde tipine göre özel olarak hazırlamış olduğu ısıl işlem standartları bulunmaktadır